sz-nicecf.com
2024 年 7 月 3 日
在实际生产中,纤维管中会存在气孔,计算气孔所占面积的比例,并将多幅照片的计算值进行平均,即可得到各种工艺的孔隙率。手糊成型的层合板气泡较多,表面质量不高,其孔隙率较大,为6.9%,这是由于手糊成型工艺主要依靠刷子或滚筒等工具迫使树脂胶液浸人织物,并排除气泡,压力的不均和不足导致产品的孔隙率较大;模压成型的层合板气泡少,孔隙率也小,只有0.9%。可见,模压成型的产品质量较手糊成型的高。
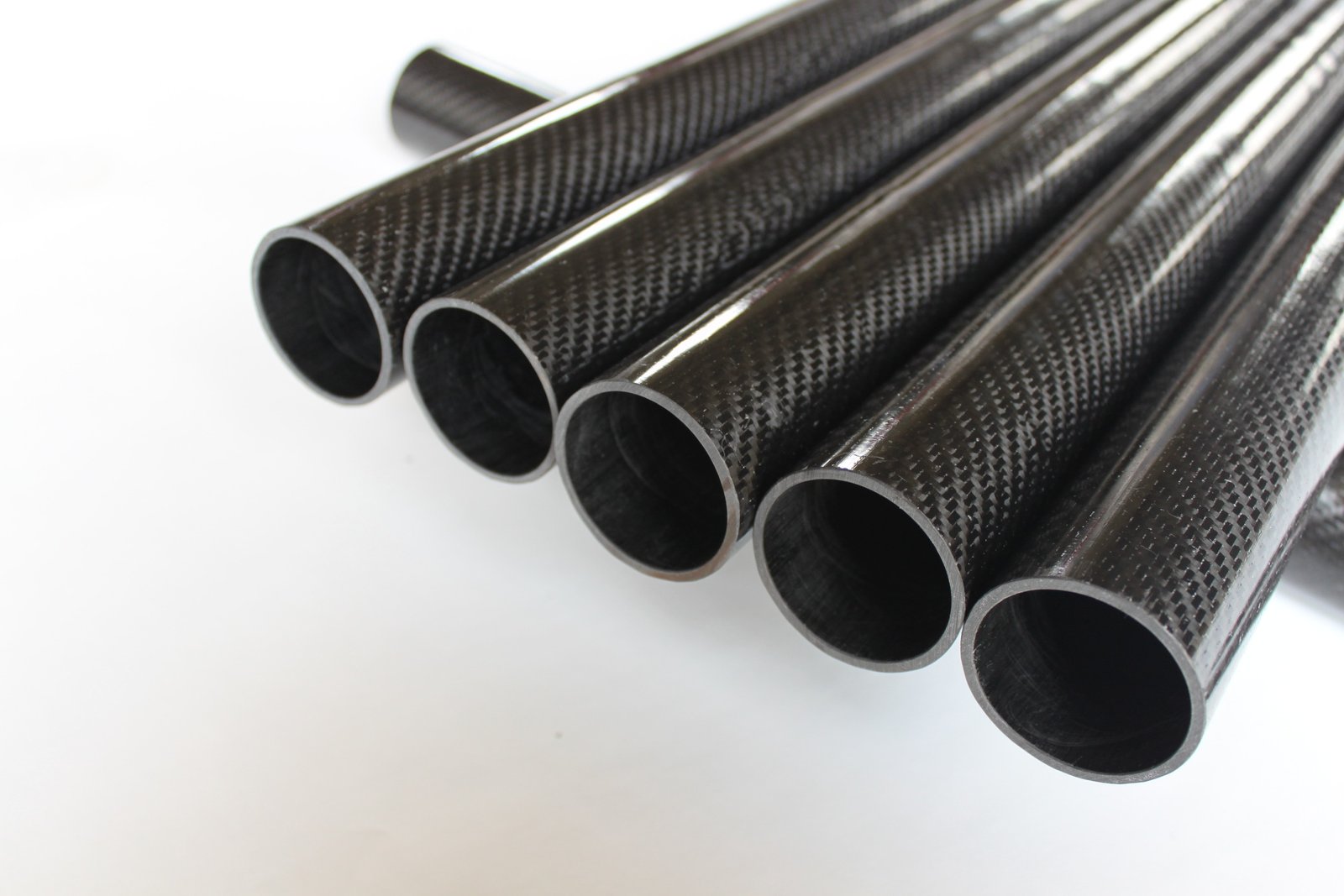
手糊成型的碳纤维管表面有大量气泡,厚度不均匀,有过多树脂剩余,富余的树脂会导致复合材料整体性能降低;真空袋压工艺的管件质量较手糊有所提高,管件厚度较均匀,但局部仍存在着少量气泡;模压成型产品是在加热、加压条件下成型的,树脂能够较均匀地渗人纤维中,使基体材料和增强材料较好地融为一体,因此,模压成型的碳纤维管表面质量高,几乎没有气泡,厚度最均。
复合材料的性能取决于组分材料的性能、比重及组分材料的结合程度。性能较高的组分材料含量越大,复合材料性能越高,手糊成型碳纤维管的纤维体积含量为42%,真空袋压成型碳纤维管的体积含量为46%,模压碳纤维管的纤维体积含量最高,达到了55%,这也是模压碳纤维管性能较高的原因。树脂的性能也是其中一个原因,高温树脂的强度较常温树脂的高,且高温树脂对纤维的浸润性较好,从而使最终复合得到的产品性能较高。
模压成型碳纤维管的拉伸模量、拉伸强度分别为56.34GPa、599.69MPa,相对于手糊工艺碳纤维管分别提高15.93%和14.39%;模压成型碳纤维管的弯曲模量、弯曲强度分别为57.34CPa、759.38MPa,相对于手糊工艺碳纤维管分别提高83.55%和34.96%;模压成型碳纤维管孔隙率最小,纤维体积含量较高,厚度较均匀,表面质量最好,且力学性能表现也最好,手糊成型碳纤维管的孔隙率为6.9%,而模压成型碳纤维管的孔隙率只有0.9%;手糊成型碳纤维管的纤维体积含量为42%,真空袋压成型碳纤维管为46%,而模压成型碳纤维管为55%。
您的电子邮箱地址不会被公开。 必填项已用 * 标注
评论 *
显示名称 *
电子邮箱地址 *
网站
Save my name, email, and website in this browser for the next time I comment.
及时关注我们的新闻和博客
在此浏览器中保存我的显示名称、邮箱地址和网站地址,以便下次评论时使用。